Nullam dignissim, ante scelerisque the is euismod fermentum odio sem semper the is erat, a feugiat leo urna eget eros. Duis Aenean a imperdiet risus.
Nullam dignissim, ante scelerisque the is euismod fermentum odio sem semper the is erat, a feugiat leo urna eget eros. Duis Aenean a imperdiet risus.
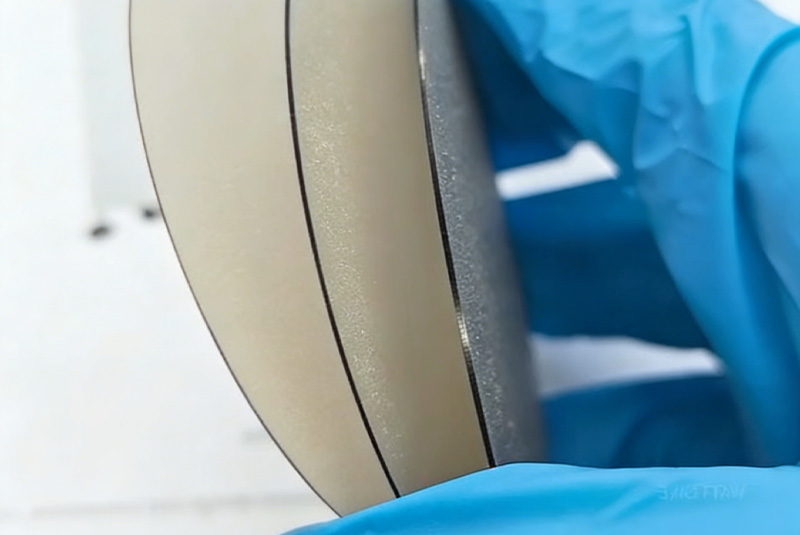
From Coatings to Materials: The Technological Boundaries and Application Prospects of CVD Diamond Free-Standing Thick Films
Diamond is not only the hardest substance in nature but also a "dream material" in modern physics and electronics due to its extremely high transmittance across the entire spectrum and unparalleled thermal conductivity (theoretically up to 2200 W/(m·K)). When CVD diamond films exceed the 100 μm thickness threshold and are detached from the substrate through continuous growth, they transform from auxiliary coatings into high-performance free-standing structural materials.
The rise of CVD diamond self-standing thick films marks a bold leap into the realm of extreme physics for modern manufacturing. From thermal management and optical windows to high-frequency applications, this 'ultimate material' is shattering the performance limits of next-generation devices. It is the essential foundation for the future of 5G/6G networks, aerospace innovation, and the next frontier of high-energy conversion.


Graphite, Ceramics, and Carbon Fiber are the future, but they are “tool killers.” If you’re still using traditional coating, you’re fighting a losing battle.
Our CVD (Chemical Vapor Deposition) Diamond Coating creates a real crystalline diamond layer on the carbide substrate. This isn’t just a “finish”—it’s a shield.
Why top distributors choose our CVD series:
1.Ultra-Low Friction: Prevents chip welding and heat buildup.
2.Extreme Abrasion Resistance: Maintains sharp cutting edges $20 \times$ longer.
3.Surface Finish: Mirror-like results on the workpiece, zero secondary polishing needed.