Pas de dignité, devant le scélérisque c'est la haine euismod fermentum sem sempre l'is erat, a feugiat leo urna eget eros. Duis Énée Une coupe de cheveux pour rire.
Pas de dignité, devant le scélérisque c'est la haine euismod fermentum sem sempre l'is erat, a feugiat leo urna eget eros. Duis Énée Une coupe de cheveux pour rire.
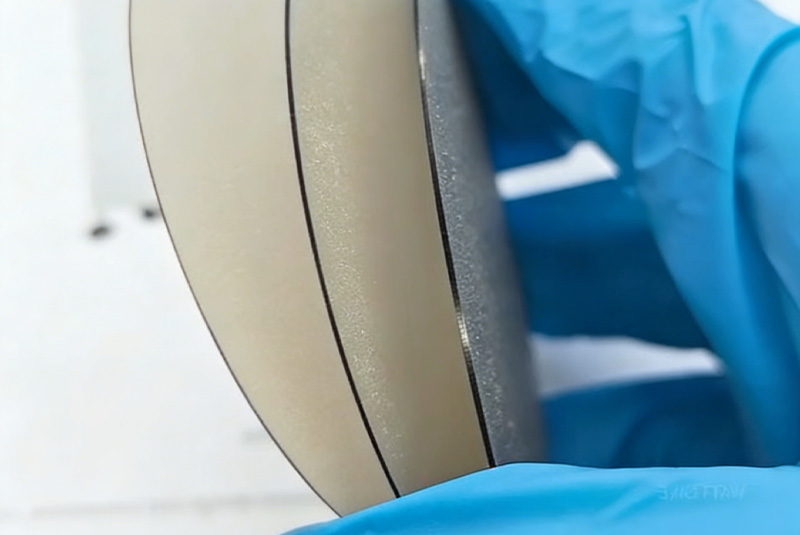
Des revêtements aux matériaux : limites technologiques et perspectives d’application des films épais autoportants de diamant CVD
Le diamant est non seulement la substance la plus dure de la nature, mais aussi un matériau de choix en physique et en électronique modernes grâce à son extrême transmittance sur tout le spectre et à sa conductivité thermique inégalée (théoriquement jusqu'à 2 200 W/(m·K)). Lorsque les films de diamant CVD dépassent le seuil de 100 µm d'épaisseur et se détachent du substrat par croissance continue, ils se transforment de revêtements auxiliaires en matériaux structuraux autoportants haute performance.
L'essor des couches épaisses autoportantes de diamant CVD marque une avancée majeure dans le domaine de la physique extrême pour la fabrication moderne. De la gestion thermique aux fenêtres optiques en passant par les applications haute fréquence, ce matériau révolutionnaire repousse les limites de performance des dispositifs de nouvelle génération. Il constitue le fondement essentiel du futur des réseaux 5G/6G, de l'innovation aérospatiale et de la prochaine étape de la conversion d'énergie à haute énergie.


Le graphite, la céramique et la fibre de carbone représentent l'avenir, mais ils endommagent les outils. Si vous utilisez encore des revêtements traditionnels, vous menez un combat perdu d'avance.
Notre revêtement diamant CVD (dépôt chimique en phase vapeur) crée une véritable couche de diamant cristallin sur le substrat en carbure. Il ne s'agit pas d'une simple finition, mais d'une véritable protection.
Pourquoi les meilleurs distributeurs choisissent notre série CVD :
1. Friction ultra-faible : empêche le soudage des copeaux et l'accumulation de chaleur.
2. Résistance extrême à l'abrasion : Maintient des tranchants affûtés 20 fois plus longtemps.
3. Finition de surface : Résultats semblables à un miroir sur la pièce, aucun polissage secondaire nécessaire.