Característica:
La máxima precisión en perfiles R: Por qué las fresas de bola de diamante CVD son la solución definitiva para el mecanizado de grafito y CFRP.
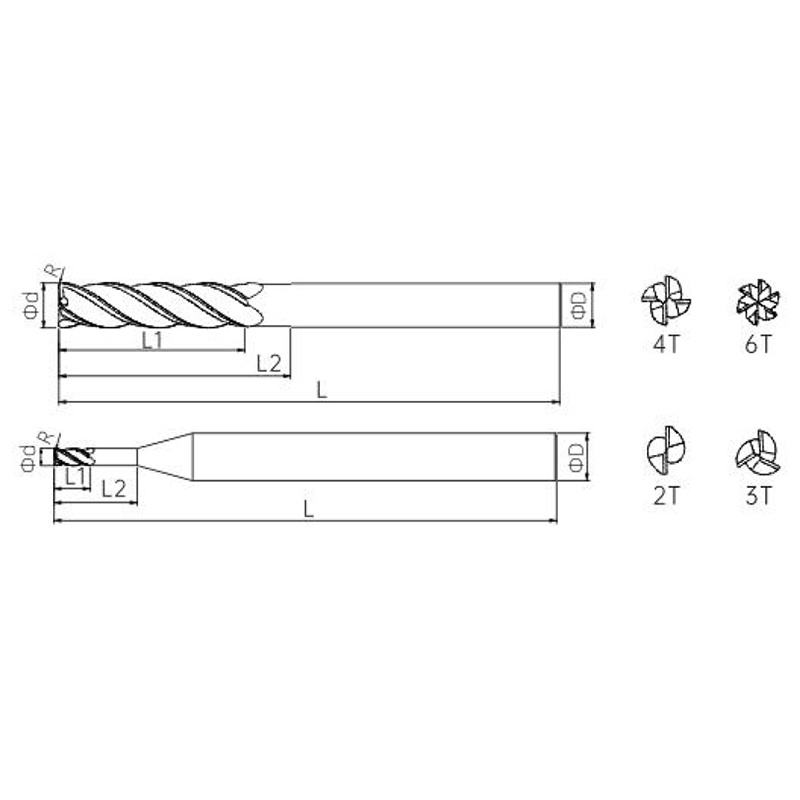
En el ámbito del fresado de precisión, la fresa de punta esférica es la herramienta principal para el contorneado 3D, el acabado de cavidades de moldes y el perfilado complejo. Sin embargo, al mecanizar materiales abrasivos como electrodos de grafito, polímeros reforzados con fibra de carbono (CFRP) o resinas con relleno cerámico, las herramientas tradicionales de carburo de tungsteno revelan un defecto físico fatal: Deformación del perfil R.
Tiansheng Hengzuan (TSHZ) ha diseñado el Fresa de bola con recubrimiento de diamante CVD Para eliminar la deriva dimensional, al recubrir un sustrato rectificado con precisión con una capa de diamante de nivel atómico HV10 000, garantizamos que sus geometrías más complejas permanezcan perfectas de principio a fin.
1. Puntos críticos: El fracaso de las herramientas estándar en el mecanizado abrasivo
A. Pérdida de perfil R y el efecto de “velocidad lineal cero”
Físicamente, la velocidad de corte en el ápice (el centro) de una fresa de punta esférica se aproxima a cero. Esto significa que la punta, en lugar de cortar el material, lo está rozando.
El resultado: El carburo estándar se desgasta rápidamente por la acción del grafito. Una vez que el perfil en R se rompe, la superficie resultante presenta marcas de escalón visibles y errores dimensionales, lo que a menudo conlleva el descarte de costosas cavidades de moldes.
B. Delaminación y deshilachado en CFRP
En el mecanizado de CFRP, es fundamental realizar un corte limpio de las fibras para mantener la integridad estructural.
Crisis de calidad: Una fresa de punta esférica desafilada pasa de "cortar" a "arar", creando una tensión mecánica excesiva que provoca la delaminación de las fibras y rebabas prácticamente imposibles de reparar.
C. Daños térmicos y rugosidad superficial
A medida que los recubrimientos convencionales se desprenden, se producen picos de fricción en la interfaz entre la herramienta y la pieza de trabajo. El calor resultante suele dejar marcas de quemaduras o microfisuras en la superficie, lo que imposibilita lograr el acabado de espejo necesario para los moldes de alta gama.
2. La ventaja de TSHZ: Ingeniería para la ventaja competitiva
A. Dureza HV10 000: Precisión geométrica de bloqueo
El valor de una fresa de punta esférica reside enteramente en su arco radial. Nuestro recubrimiento de diamante CVD es más de 5 veces más duro que el carburo de tungsteno estándar.
Referencia de longevidad: Al mecanizar grafito altamente abrasivo, las fresas de bolas TSHZ mantienen una precisión dimensional estable para 50-80 horas, mientras que las herramientas estándar suelen fallar en un plazo de 2 a 4 horas.
Ganancia operativa: Esto permite realizar decenas de horas de acabado de precisión sin supervisión, sin necesidad de cambiar las herramientas ni de recalibrarlas, lo que garantiza una continuidad perfecta en toda la superficie.
B. Autolubricación superior: coeficiente de fricción < 0,1
El espacio de evacuación de virutas en el centro de un molino de bolas es extremadamente estrecho, lo que a menudo provoca una "molienda en seco" y una acumulación de calor.
Evacuación sin contratiempos: Las propiedades naturales de baja fricción del diamante garantizan que el polvo de grafito o las partículas compuestas se deslicen instantáneamente del filo de corte, manteniendo un entorno de corte frío.
Antiadherente: Al mecanizar aluminio con alto contenido de silicio, la capa de diamante evita que los átomos de aluminio se "suelden" a la punta, manteniendo así la herramienta afilada y eficaz.
C. Enlace atómico para tensiones 3D complejas
Durante el mecanizado de 5 ejes o de 3+2 ejes, la dirección de la fuerza aplicada en la fresa de bolas cambia constantemente. TSHZ utiliza un pretratamiento de sustrato patentado para lograr un anclaje eficaz entre el recubrimiento y el núcleo.
Fiabilidad: Esto garantiza que el uniforme $10-15µm$ El recubrimiento permanece intacto, sin descascarillarse ni desprenderse microfisuras, incluso bajo los impactos dinámicos del contorneado 3D.
3. Principales escenarios de aplicación en la industria
Moldes de grafito de precisión: Diseñado específicamente para moldes de curvado en caliente de vidrio para teléfonos inteligentes y procesamiento de cubiertas de vidrio 3D, logrando acabados superficiales a nivel nanométrico.
Componentes aeroespaciales de CFRP: Ideal para el acabado de superficies complejas en piezas de alas y fuselaje, garantizando bordes limpios sin deslaminación.
Fresado dental médico: Se utiliza para el fresado de alta precisión de las superficies oclusales de coronas de zirconia, ofreciendo una exactitud anatómica inigualable.
4. Parámetros de mecanizado expertos (optimizados para grafito/CFRP)
Para maximizar la vida útil del perfil R, Tiansheng Hengzuan (TSHZ) recomienda los siguientes parámetros:
| Especificación (Dmm) |
RPM recomendadas |
Velocidad de avance (mm/min) |
Paso por encima (Aemm) |
Profundidad de corte (Apmm) |
| R0.5 (F1.0) |
35,000 – 45,000 |
800 – 1,200 |
0.05 – 0.12 |
0.05 – 0.10 |
| R1.0(F2.0) |
25,000 – 35,000 |
1,500 – 2,500 |
0.10 – 0.25 |
0.10 – 0.20 |
| R3.0(F6.0) |
12,000 – 18,000 |
2,000 – 3,500 |
0.30 – 0.60 |
|