特征:
R型材加工精度的巅峰之作:为什么CVD金刚石球头铣刀是石墨和碳纤维增强复合材料加工的终极解决方案
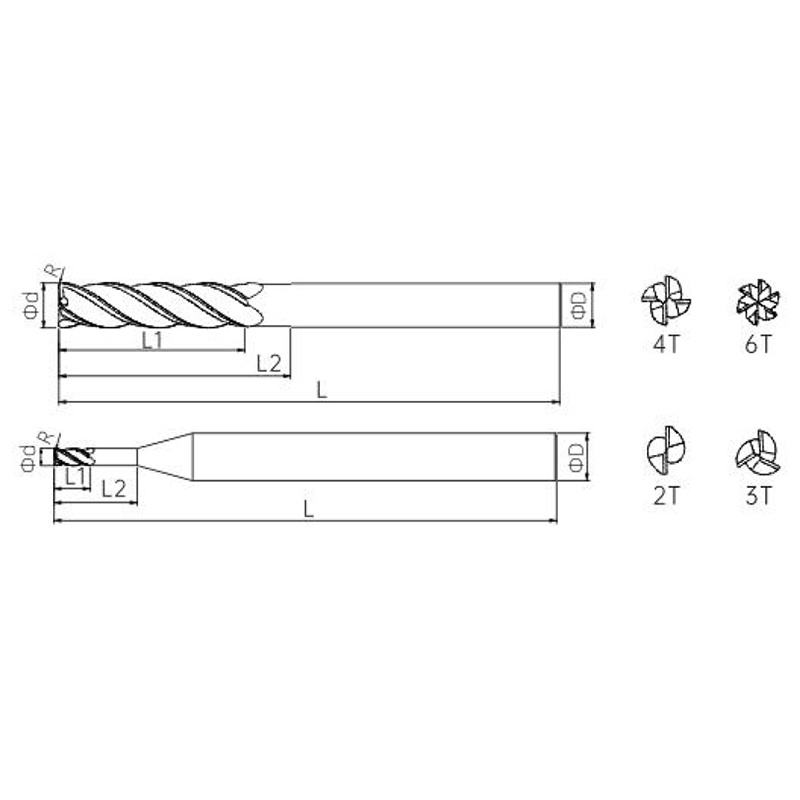
在精密铣削领域,球头铣刀是进行三维轮廓加工、模腔精加工和复杂外形加工的主要工具。然而,在加工石墨电极、碳纤维增强聚合物(CFRP)或陶瓷填充树脂等磨蚀性材料时,传统的硬质合金刀具会暴露出一个致命的物理缺陷: R轮廓变形.
Tiansheng Hengzuan (TSHZ) 已经设计了 CVD金刚石涂层球头铣刀 为了消除尺寸偏差,我们采用 HV10,000 原子级金刚石层包裹精密研磨的基板,确保您最复杂的几何形状从第一个零件到最后一个零件都保持完美无瑕。
1. 核心痛点:标准工具在磨削加工中的失效
A. R 型损耗和“零线速度”效应
从物理角度来看,球头铣刀刀尖(中心)的切削速度接近于零。这意味着刀尖实际上是在“摩擦”材料,而不是“切削”材料。
结果: 标准硬质合金很容易被石墨磨损。一旦R形轮廓坍塌,最终表面就会出现明显的“阶梯状痕迹”和尺寸误差,这往往会导致昂贵的模腔报废。
B. 碳纤维增强复合材料的分层和磨损
在 CFRP 加工中,干净利落地剪切纤维对于保持结构完整性至关重要。
质量危机: 钝化的球头铣刀从“剪切”转变为“犁削”,产生过大的机械应力,导致纤维分层和毛刺,而这些几乎无法修复。
C. 热损伤和表面粗糙度
随着传统涂层剥落,工具与工件接触面的摩擦力急剧增加。由此产生的热量通常会在表面留下烧痕或微裂纹,使得高端模具所需的镜面光洁度无法实现。
2. TSHZ优势:打造竞争优势
A. HV10,000 硬度:锁定几何精度
球头铣刀的价值完全取决于其径向弧度。我们的 CVD 金刚石涂层比标准碳化钨硬度高 5 倍以上。
寿命基准: 在加工高磨蚀性石墨时,TSHZ 球磨机可保持稳定的尺寸精度。 50-80小时而普通工具通常会在 2-4 小时内失效。
运营收益: 这样可以实现数十小时无人值守的精密精加工,无需更换刀具或重新校准,从而确保整个表面的完美连续性。
B. 优异的自润滑性能:摩擦系数 < 0.1
球磨机中心的排屑空间非常狭窄,经常导致“干磨”和热量积聚。
无缝疏散: 金刚石天然的低摩擦特性确保石墨粉尘或复合颗粒能够立即从切削刃上滑落,从而保持低温切削环境。
防粘附: 在加工高硅铝时,金刚石层可防止铝原子“焊接”到刀尖上,从而保持刀具锋利高效。
C. 复杂三维应力的原子键合
在五轴或三轴加两轴加工过程中,球磨机上的力方向不断变化。TSHZ采用专有的基材预处理技术,在涂层和芯材之间形成牢固的“锚固”层。
可靠性: 这确保了制服 10-15微米 即使在 3D 轮廓的动态冲击下,涂层仍保持完好无损,不会剥落或出现微碎裂。
3. 主要行业应用场景
精密石墨模具: 专为智能手机玻璃热弯模具和 3D 玻璃盖加工而设计,可实现纳米级表面光洁度。
航空航天碳纤维增强复合材料部件: 非常适合用于机翼和机身部件的复杂表面处理,确保边缘干净,不会出现分层现象。
医用牙科铣削: 用于高精度铣削氧化锆牙冠咬合面,可实现无与伦比的解剖学精度。
4. 专业加工参数(针对石墨/碳纤维增强复合材料优化)
为了最大限度地延长R型材的使用寿命,天生恒隽(TSHZ)建议采用以下参数:
| 规格(Dmm) |
推荐转速 |
进给速度(毫米/分钟) |
跨步(Aemm) |
切削深度(Apmm) |
| 拉0.5 (f1.0) |
35,000 – 45,000 |
800 – 1,200 |
0.05 – 0.12 |
0.05 – 0.10 |
| R1.0(f2.0) |
25,000 – 35,000 |
1,500 – 2,500 |
0.10 – 0.25 |
0.10 – 0.20 |
| 拉3.0(f6.0) |
12,000 – 18,000 |
2,000 – 3,500 |
0.30 – 0.60 |
|