Rentabilité de la production : Analyse approfondie des plaquettes à revêtement diamant CVD et des personnalisations non standard
Dans le monde de l'usinage de précision, les outils sont souvent considérés comme des consommables. Cependant, pour ceux qui travaillent des matériaux à forte abrasion comme le graphite, la céramique et les composites en fibre de carbone, l'outillage est essentiel. levier ultime de rentabilité. À Tiansheng Hengzuan (TSHZ)Nos plaquettes à revêtement diamant ne sont pas simplement « revêtues » ; elles sont conçues grâce à un procédé sophistiqué de dépôt chimique en phase vapeur sous vide (CVD) pour transformer vos performances de coupe.
1. Les fondements : Lixiviation de précision au cobalt et prétraitement du substrat
La cause la plus fréquente de défaillance du revêtement n'est pas le diamant lui-même, mais la liaison entre le revêtement et le substrat en carbure. Les outils standard souffrent souvent de ce problème. délamination en raison d’un « empoisonnement au cobalt » — où le liant cobalt dans le carbure de tungstène inhibe la croissance des cristaux de diamant.
Lixiviation de précision du cobalt : Nous utilisons un procédé de gravure chimique exclusif pour contrôler strictement la profondeur d'élimination du cobalt entre 3 et 5 µm.
Trop peu profond : Le revêtement est dépourvu de points d’ancrage mécaniques et se décollera sous un couple élevé.
Trop profond : Le bord du substrat devient cassant, ce qui entraîne une rupture catastrophique de l'outil.
Technologie de micro-ancrage : En optimisant la rugosité de surface du substrat, nous créons un environnement « imbriqué » microscopique qui permet aux atomes de diamant de se lier directement au réseau de carbure.
2. Technologie CVD sous vide : Ingénierie à l’échelle atomique
Nos revêtements de diamant haute performance sont élaborés dans des chambres à vide où les atomes de carbone sont déposés couche par couche, formant ainsi un diamant polycristallin (PECVD) film.
Dureté extrême : Avec une dureté superficielle de HV8000-10000, ces plaquettes n'ont d'égale que le diamant naturel. Elles permettent ainsi l'usinage de matériaux très abrasifs sans altérer le tranchant de la coupe.
Coefficient de frottement ultra-faible : Nos revêtements atteignent un coefficient de frottement inférieur à 0,1. Cette propriété « autolubrifiante » empêche Bord renforcé (BUE)—un cauchemar courant dans l'usinage du graphite et de l'aluminium—assurer une finition de surface miroir sur la pièce.
Haute stabilité thermique : Le diamant est un conducteur de chaleur exceptionnel. Il évacue la chaleur de la zone de coupe, protégeant ainsi le noyau en carbure et assurant la stabilité dimensionnelle même lors d'usinages à grande vitesse et à sec.
3. Solutions sectorielles et exemples de réussite
Les plaquettes diamantées TSHZ sont actuellement utilisées dans des secteurs de haute précision à l'échelle mondiale :
A. Industrie des circuits imprimés et de l'électronique
L'usinage de panneaux en fibre de verre haute densité et FR4 provoque une usure abrasive rapide. Nos micro-outils sur mesure à revêtement diamant garantissent une tolérance de diamètre des trous de ±0,02 mm sur des dizaines de milliers de cycles, réduisant ainsi les changements d'outils de plus de 100 %. 400%.
B. Dentisterie numérique
Lors de l'usinage de la zircone et des vitrocéramiques pour les prothèses dentaires, la biocompatibilité et l'intégrité des bords sont essentielles. Les revêtements TSHZ permettent une coupe nette et sans bavure, tout en garantissant la durabilité de l'outil pour des centaines de prothèses, réduisant ainsi considérablement le coût par couronne.
C. Aérospatiale et nouvelles énergies (CFRP)
Les polymères renforcés de fibres de carbone (PRFC) sont connus pour leur tendance au délaminage et à l'effilochage. Nos plaquettes diamantées, dotées d'un angle de coupe optimisé et d'une dureté extrême, permettent un cisaillement net des fibres, garantissant ainsi l'intégrité structurelle des composants aérospatiaux.
D. Fabrication d'électrodes et de moules en graphite
Dans l'usinage du graphite par électroérosion, l'usure de l'outil se traduit directement par des erreurs dimensionnelles dans le moule. En optant pour les revêtements à gradient personnalisés TSHZ, les clients ont constaté une amélioration significative. Durée de vie des outils multipliée par 5 par rapport au carbure standard non revêtu ou revêtu de TiAlN.
4. Conclusion : L'efficacité est la seule stratégie
Dans un contexte industriel concurrentiel, le gagnant n'est pas celui qui travaille le plus dur, mais celui qui possède les outils les plus performants. Tiansheng Hengzuan (TSHZ) se spécialise dans les solutions diamantées non standard adaptées à vos plans spécifiques.
Cessez de gaspiller vos ressources à cause de changements d'outillage fréquents et de pièces mises au rebut. Envoyez-nous vos plans techniques dès aujourd'hui et laissez-nous concevoir une solution rentable pour votre atelier.
Fonctionnalité
- Dureté ultra-élevée : dureté Vickers de 9 000 à 10 000 HV, proche de celle du diamant naturel et 8 à 10 fois supérieure à celle du carbure cémenté.
- Résistance à l'usure ultra-élevée : résistance à l'usure exceptionnelle, prolongeant la durée de vie de 10 à 70 fois celle des plaquettes en carbure cémenté classiques.
- Faible coefficient de frottement : coefficient de frottement d’environ 0,05 à 0,1, réduisant considérablement la résistance à la coupe et la génération de chaleur.
- Conductivité thermique élevée : Conductivité thermique d'environ 2 000 W/(m·K), 20 fois supérieure à celle du carbure cémenté, permettant une dissipation de chaleur extrêmement rapide.
- Inertie chimique : Résistant aux acides, aux alcalis et à l'oxydation ; ne réagit pas chimiquement avec l'aluminium, le cuivre, le graphite ou les matériaux composites.
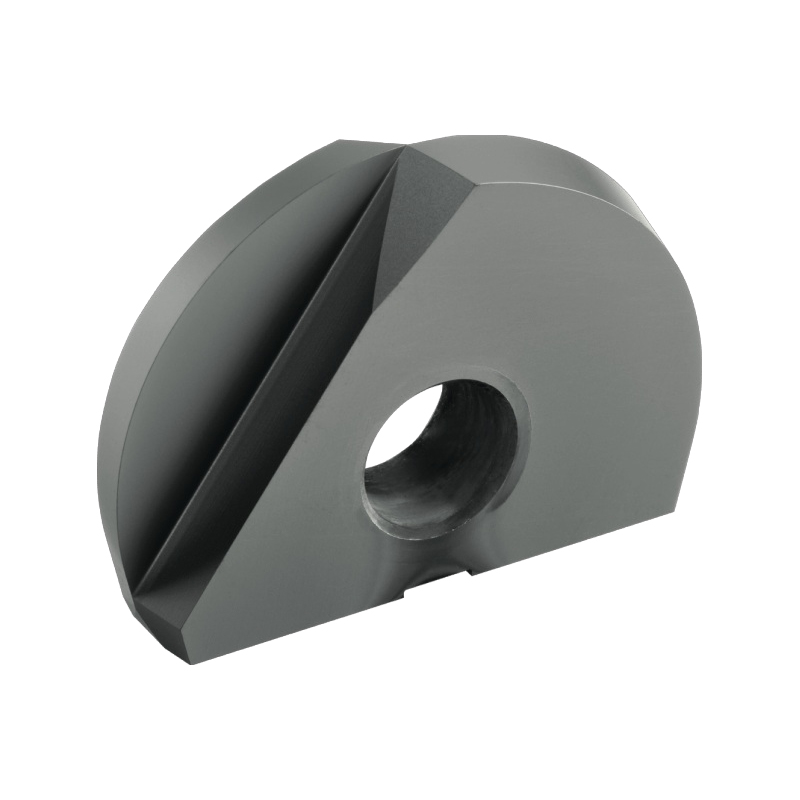
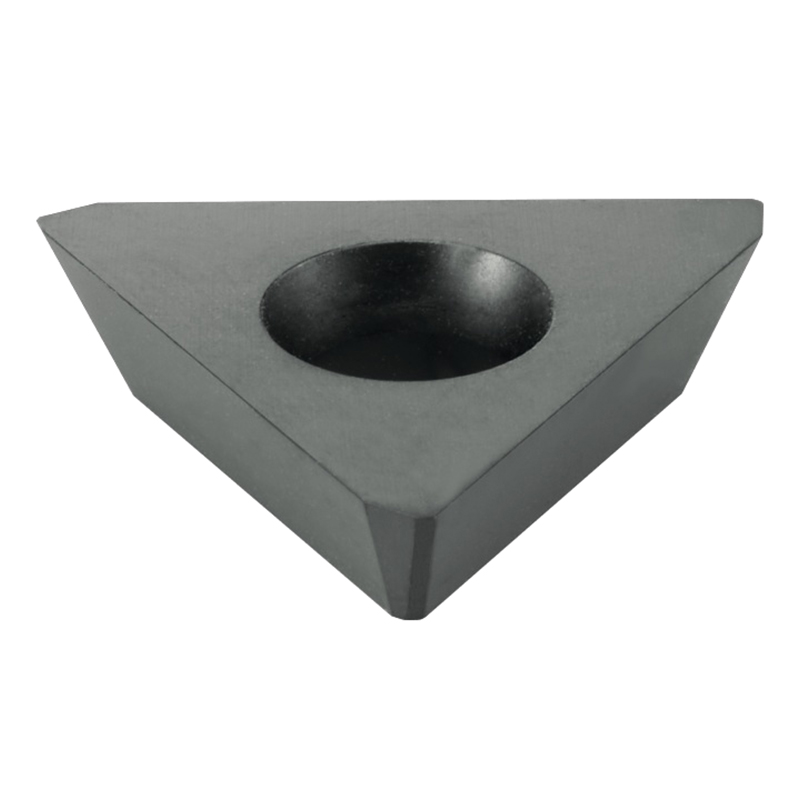
- Revêtement uniforme et contrôlable : le procédé CVD permet la formation d'un revêtement uniforme de 1 à 30 μm sur des arêtes de coupe complexes, adapté à des plaquettes de formes variées.
Tableau comparatif des types d'outils
| Type d'outil |
Dureté (HV) |
Résistance à l'usure |
Bord anti-accumulation |
Conductivité thermique |
Usinage des métaux ferreux |
Durée de vie |
Niveau de coût |
Application principale |
| Insert revêtu de diamant CVD |
9000–10000 |
Excellent |
Ultra-haut |
Supérieur |
Non applicable |
Ultra-long |
Moyen |
Graphite, alliage d'aluminium, CFRP, circuit imprimé |
| Insert PCD solide |
8000–9500 |
Excellent |
Long |
Haut |
Haut |
Long |
Haut |
Non applicable |
| Excellent |
Excellent |
parcelle |
| Insert en carbure monobloc |
Finition de haute précision des métaux non ferreux |
1500–1800 |
Long |
Général
Ordinaire |
Moyen
En vigueur |
Moyen |
Faible |
Découpe de l'acier, du fer et des métaux en général |
| Insertion CBN |
4500–5000 |
Très bien |
Faible |
Bien |
Supérieur |
Long |
Ultra-haut |
Acier trempé, fonte, alliage haute température |