極限加工を極める:CVDダイヤモンドコーティング工具の性能を支える4つの柱
グラファイト、セラミックス、高ケイ素アルミニウム合金、航空宇宙用複合材料(CFRP)などの研磨材の製造において、工具摩耗は生産コストが急騰する主な要因である。 天生恒図 (TSHZ) 高度なCVD(化学気相成長)技術を用いて、炭化物基板上に原子レベルで純粋な結晶ダイヤモンドの層を成長させることで、精密工学における最も根深いボトルネックを解消します。
1. 卓越した耐摩耗性:10,000HVのメリット
硬度は耐摩耗性の究極の指標です。標準的な超硬工具の硬度は通常1,600~2,000 HVですが、当社のCVDダイヤモンドコーティングは驚異的な硬度に達します。 10,000HV.
長寿の飛躍: 同一条件下では、TSHZツールは耐用年数を提供します。 10~20倍長い コーティングされていない超硬合金よりも。
論理: この極めて高い硬度により、刃先は研磨性の高いガラスや炭素繊維を切断する際にも形状を維持することができ、工具の劣化による寸法ずれをほぼ完全に排除できる。
2. 外科手術レベルの精度:原子結合と均一な厚み
コーティングの性能は、その密着性によって決まります。TSHZは、綿密な非標準カスタマイズプロセスを通じて、すべての工具が優れた物理的特性を備えることを保証します。
原子レベルの接着力: 精密なコバルト浸出前処理により、コーティングと基材の間に強力な機械的アンカー効果を生み出します。これにより、 層間剥離ゼロ 高負荷切削加工時でも。
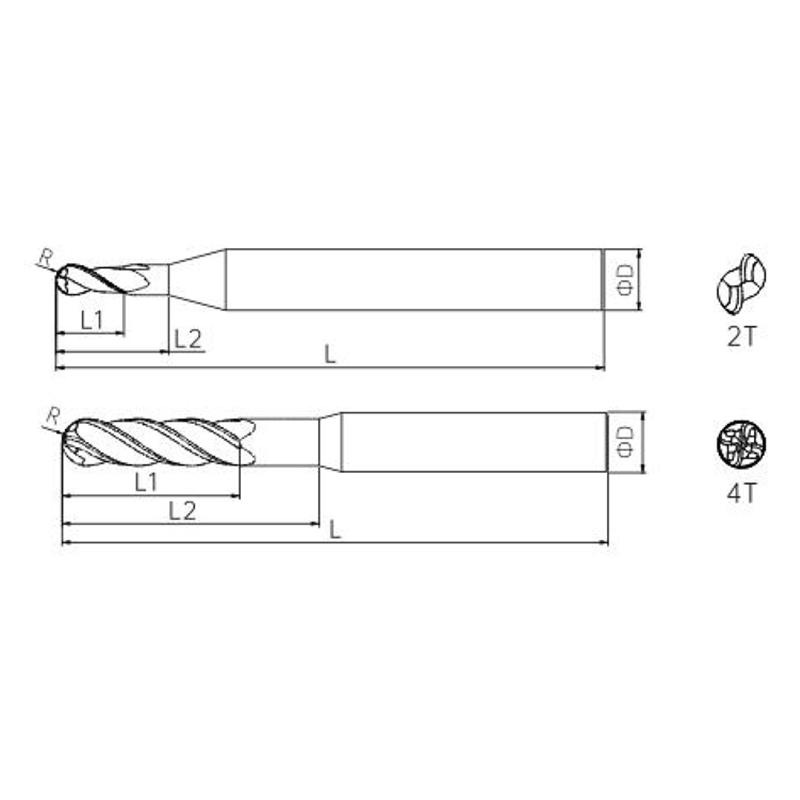
厚みの均一性: コーティングの厚さは厳密に管理されています 10-151つこの均一性により、半径方向の振れが最小限に抑えられ、加工物に鏡面のような表面仕上げが保証されます。
3. 高効率切削:超低摩擦&シームレスな切りくず排出
ダイヤモンドは硬いだけでなく、自然に自己潤滑性も備えている。
付着防止特性: 超低摩擦係数とは、切削屑と工具面との間にほとんど付着がないことを意味します。これにより、切削屑の形成が効果的に抑制されます。 構築縁(BUE)チップの溝が常に詰まっていない状態を保つようにする。
パラメータのブレークスルー: 当社のツールを使用すると、 飼料供給量を20%増加 さらに、スピンドル回転速度も向上します。これにより、加工サイクル時間が短縮されるとともに、加工対象物への熱負荷が軽減されます。
4. 幅広い材料互換性:グラファイトからCFRPまで
TSHZダイヤモンドコーティング工具は、加工が難しい材料にも対応できる万能な「主力工具」です。
グラファイト加工: 金型電極の端面欠けを解消し、連続運転と無人運転を保証します。
ジルコニアセラミックス(歯科用): 義肢の端部の完全性を確保し、医療ラボにおける材料の無駄を削減します。
複合材料(CFRP/GFRP): 繊維を引き裂くのではなく、きれいに切断するため、層間剥離やほつれを防ぎます。
高ケイ素アルミニウム: アルミニウムの化学的親和性によって工具に「付着」するのを防ぎます。これは自動車部品加工においてよくある悪夢です。
�専門家による技術アドバイス:投資対効果(ROI)を最大化する方法
この10,000 HVの硬度を実際の利益につなげるために、操業時には以下の技術ガイドラインに従うことをお勧めします。
| パラメータ |
推奨される管理 |
技術的目的 |
| スピンドル振れ |
<0.005mm |
振動による微細な欠けから、脆いコーティングを保護します。 |
| 冷却方法 |
高圧空気またはオイルミスト |
ダイヤモンドの高い熱伝導率を利用して、熱を素早く放散する。 |
| 交換しきい値 |
推定工具寿命の85%に達した時点で |
高精度な測定において、寸法精度の絶対的な一貫性を保証します。 |
天生恒図 (TSHZ) 当社は単なるツールを提供するだけでなく、「収益性向上エンジン」を提供することに尽力しています。単に製造するだけでなく、最適化も行います。特定の材料に関する課題に直面している場合は、技術図面をお送りください。当社のエンジニアリングチームが、お客様に合わせたパラメータ最適化プランをご提案いたします。